
Thép không gỉ 440A
Th8





Thép không gỉ 440A
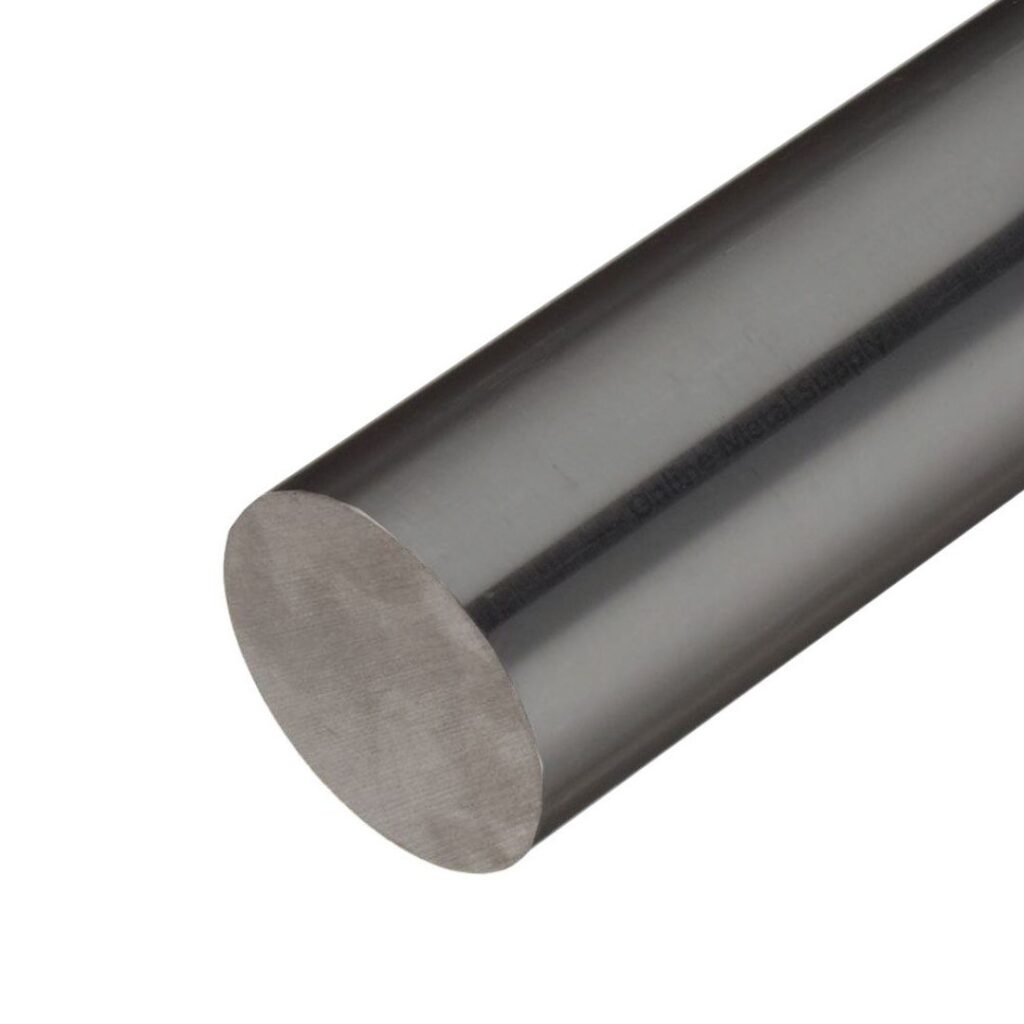
Thép không gỉ 440A là gì?
Thép không gỉ 440A là một loại thép martensitic có hàm lượng carbon tương đối cao, thuộc nhóm thép không gỉ 440 (bao gồm 440A, 440B và 440C). Đây là vật liệu quen thuộc trong ngành cơ khí chế tạo, đặc biệt ở lĩnh vực sản xuất dao kéo, dụng cụ y tế và linh kiện chịu mài mòn. So với 440B và 440C, thép 440A có hàm lượng carbon thấp hơn, nhờ đó khả năng chống ăn mòn tốt hơn nhưng độ cứng tối đa thấp hơn.
Vật liệu này được tiêu chuẩn hóa trong nhiều hệ thống quốc tế, ví dụ như AISI 440A, DIN X70CrMo15, JIS SUS440A.
Thành phần hóa học của Thép không gỉ 440A
Thành phần hóa học điển hình của thép 440A như sau (theo % trọng lượng):
- C (Carbon): 0,60 – 0,75%
- Cr (Chromium): 16,0 – 18,0%
- Mn (Mangan): ≤ 1,0%
- Si (Silicon): ≤ 1,0%
- Mo (Molypden): 0,75% (tùy mác)
- P (Phốt pho): ≤ 0,040%
- S (Lưu huỳnh): ≤ 0,030%
Hàm lượng Crom cao mang đến khả năng chống oxy hóa và ăn mòn tốt, trong khi hàm lượng Cacbon vừa phải cho phép thép đạt độ cứng cần thiết nhưng không quá giòn.
Tính chất cơ lý của Thép không gỉ 440A
Một số tính chất tiêu biểu:
- Độ cứng sau nhiệt luyện: 54 – 58 HRC
- Giới hạn bền kéo (UTS): 750 – 950 MPa
- Độ giãn dài: 15 – 20%
- Mật độ: 7,75 g/cm³
- Độ dẫn nhiệt: 24 W/m·K
- Nhiệt độ nóng chảy: ~1450°C
So với 440B và 440C, thép 440A dễ gia công và đánh bóng hơn, đồng thời có tính chống rỉ cao hơn trong môi trường ẩm ướt.
Quy trình nhiệt luyện Thép không gỉ 440A
Ủ (Annealing)
- Nhiệt độ: 850 – 900°C
- Giữ nhiệt trong vài giờ, sau đó làm nguội chậm trong lò hoặc trong tro nóng.
- Mục đích: Làm mềm kim loại, cải thiện khả năng gia công cắt gọt.
Tôi (Quenching)
- Nhiệt độ tôi: 1010 – 1065°C
- Môi trường làm nguội: dầu hoặc khí nén.
- Mục đích: đạt được cấu trúc martensite, tăng độ cứng cho thép.
Ram (Tempering)
- Nhiệt độ ram: 150 – 370°C
- Giữ nhiệt 1 – 2 giờ, sau đó làm nguội trong không khí.
- Mục đích: giảm ứng suất nội, ổn định cấu trúc, cải thiện độ dai.
Gia công cơ khí và CNC Thép không gỉ 440A
Tiện (Turning)
- Sử dụng dao tiện hợp kim cứng (carbide) có lớp phủ TiN/TiAlN.
- Tốc độ cắt khuyến nghị: 20 – 40 m/min (trước nhiệt luyện), 10 – 20 m/min (sau nhiệt luyện).
- Nên dùng dung dịch làm mát để hạn chế hiện tượng dính dao.
Khoan (Drilling)
- Mũi khoan cobalt HSS-Co hoặc carbide.
- Góc đỉnh mũi khoan 135° để giảm lực cắt.
- Tốc độ cắt: 8 – 15 m/min (sau tôi).
Mài (Grinding)
- Sử dụng đá mài CBN hoặc Al₂O₃.
- Cần kiểm soát nhiệt để tránh hiện tượng nứt do quá nhiệt.
- Mài tinh có thể đạt bề mặt bóng gương.
Ưu điểm của Thép không gỉ 440A
- Chống ăn mòn tốt hơn 440B và 440C trong môi trường ẩm ướt.
- Khả năng gia công và đánh bóng cao.
- Độ cứng vừa đủ để làm dao, kéo và linh kiện.
- Giá thành rẻ hơn so với 440C.
Nhược điểm của Thép không gỉ 440A
- Độ cứng và khả năng giữ cạnh kém hơn 440C.
- Độ dai thấp, dễ nứt gãy khi va đập mạnh.
- Không phù hợp cho môi trường hóa chất khắc nghiệt.
Ứng dụng của Thép không gỉ 440A
Nhờ sự cân bằng giữa chống ăn mòn và độ cứng, thép 440A được sử dụng trong:
- Dao nhà bếp, dao bỏ túi, dao đa năng.
- Kéo y tế, dụng cụ phẫu thuật.
- Lưỡi cưa, lưỡi dao công nghiệp.
- Trục, ổ trục, vòng bi.
- Linh kiện cơ khí chịu mài mòn vừa phải.
Kết luận
Thép không gỉ 440A là lựa chọn kinh tế và cân bằng giữa độ cứng, khả năng chống ăn mòn và gia công cơ khí. So với 440C, nó dễ chế tạo hơn và ít bị gỉ trong môi trường ẩm ướt. Với các ứng dụng dao kéo phổ thông, linh kiện cơ khí và dụng cụ y tế, thép 440A là vật liệu tối ưu.
CÔNG TY TNHH MTV VẬT LIỆU TITAN
Chuyên cung cấp thép hợp kim chế tạo: 2322, 34CrNiMo6, 42CrMo4, 40Cr, SKD11, P20…
Cắt lẻ theo yêu cầu, hỗ trợ gia công CNC và có đầy đủ chứng chỉ CO-CQ.
Địa chỉ: 133/14/5 Bình Thành, P. Bình Hưng Hòa B, Q. Bình Tân, TP.HCM
Hotline: 0909 246 316
Website: www.vatlieucokhi.net
THÔNG TIN LIÊN HỆ
| Họ và Tên | Nguyễn Đức Bốn |
| Số điện thoại - Zalo | 0909.246.316 |
| vatlieucokhi.net@gmail.com | |
| Website: | vatlieucokhi.net |
Lục Giác Đồng Thau Phi 100
Lục Giác Đồng Thau Phi 100 Lục Giác Đồng Thau Phi 100 là gì? Lục [...]
Th7
Láp Tròn Đặc Inox 316 Phi 125
Láp Tròn Đặc Inox 316 Phi 125 Láp Tròn Đặc Inox 316 Phi 125 là [...]
Th1
Inox UNS S30451
Inox UNS S30451 Inox UNS S30451 là gì? Inox UNS S30451 là một loại thép [...]
Th10

Ống Inox 304 Phi 141mm
Ống Inox 304 Phi 141mm Ống Inox 304 Phi 141mm là gì? Ống Inox 304 [...]
Th2
Thép không gỉ Z12CF13
Thép không gỉ Z12CF13 Thép không gỉ Z12CF13 là gì? Thép không gỉ Z12CF13 là [...]
Th8